Production Line-N350

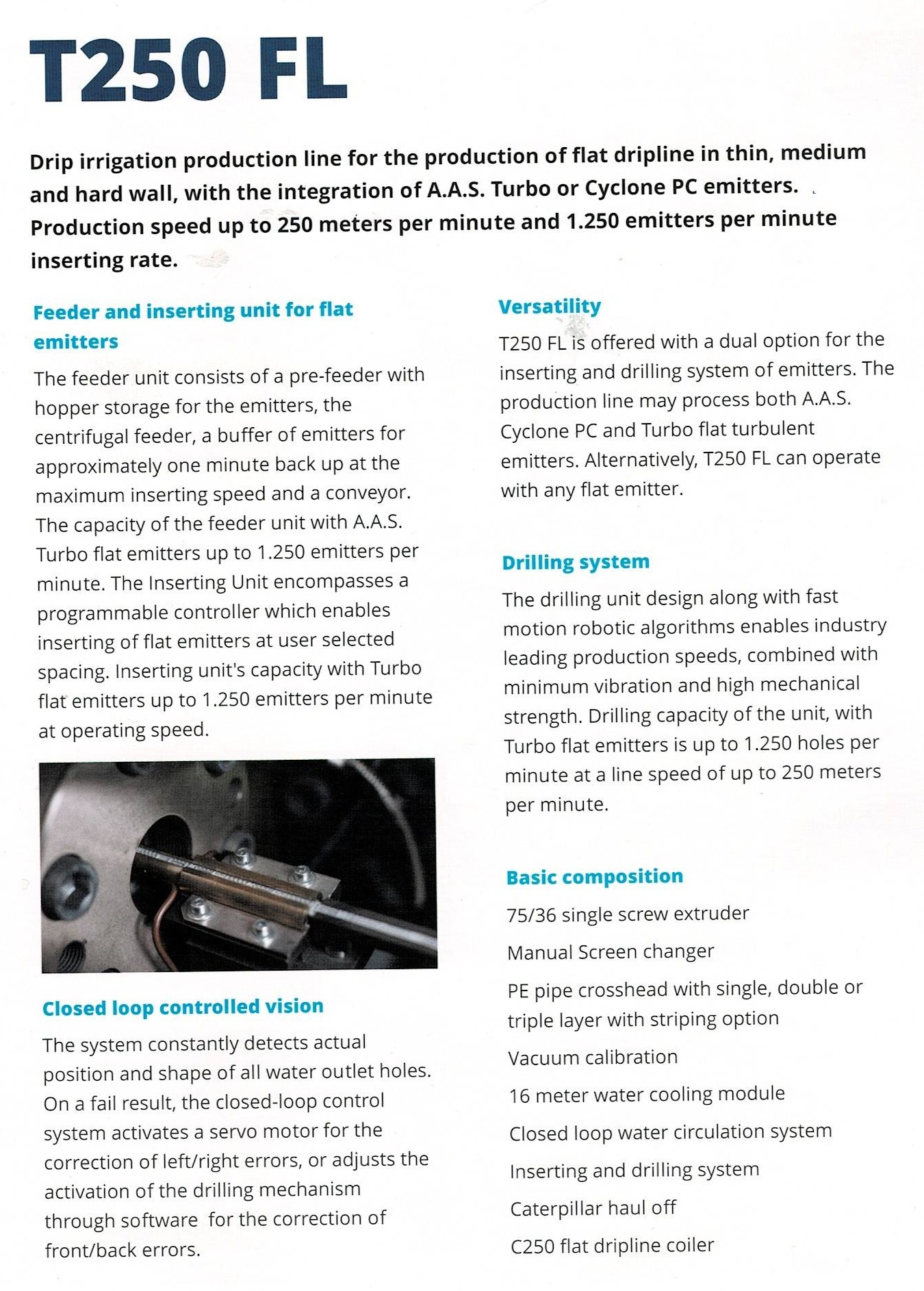
Production Line-T250
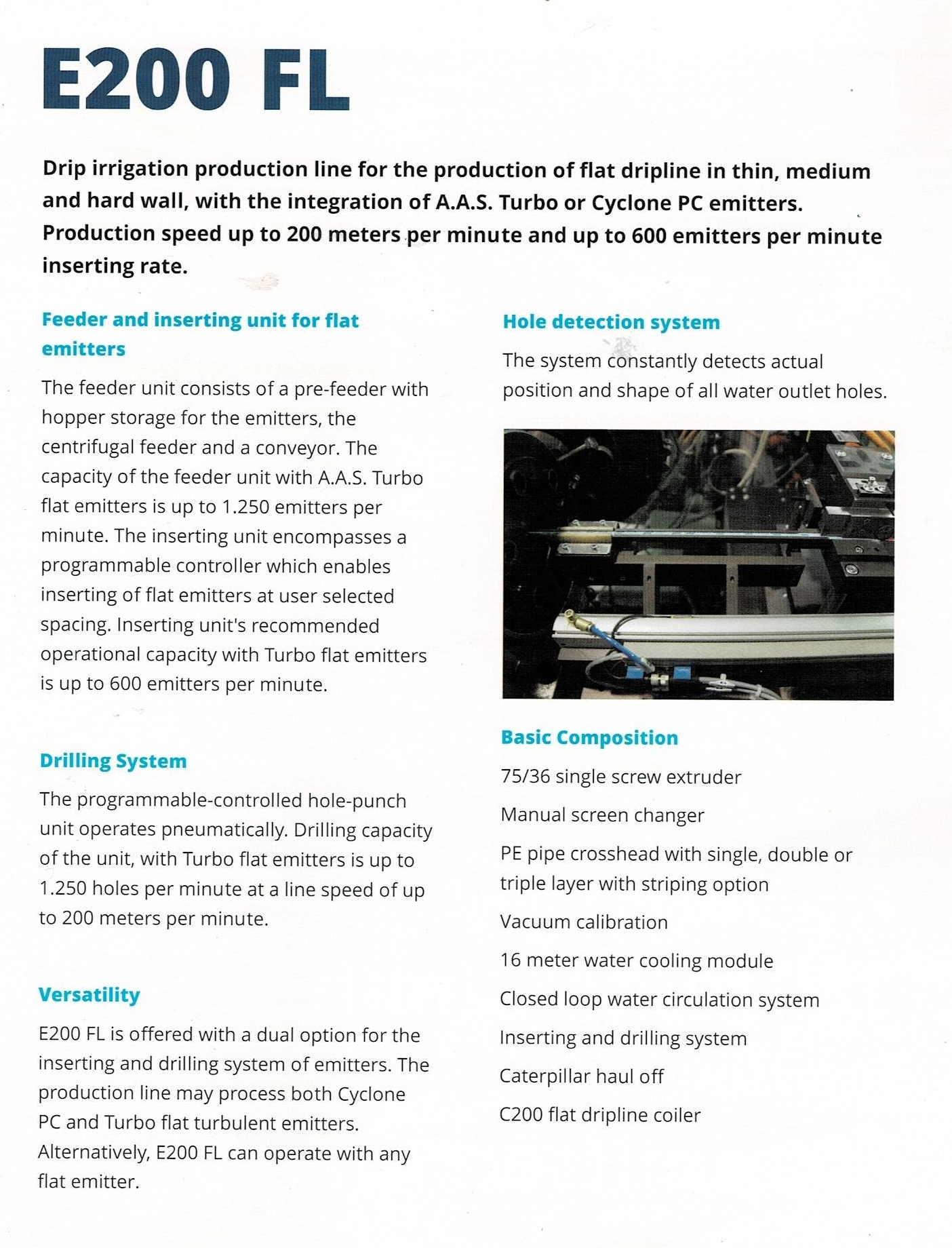
Production Line-E200
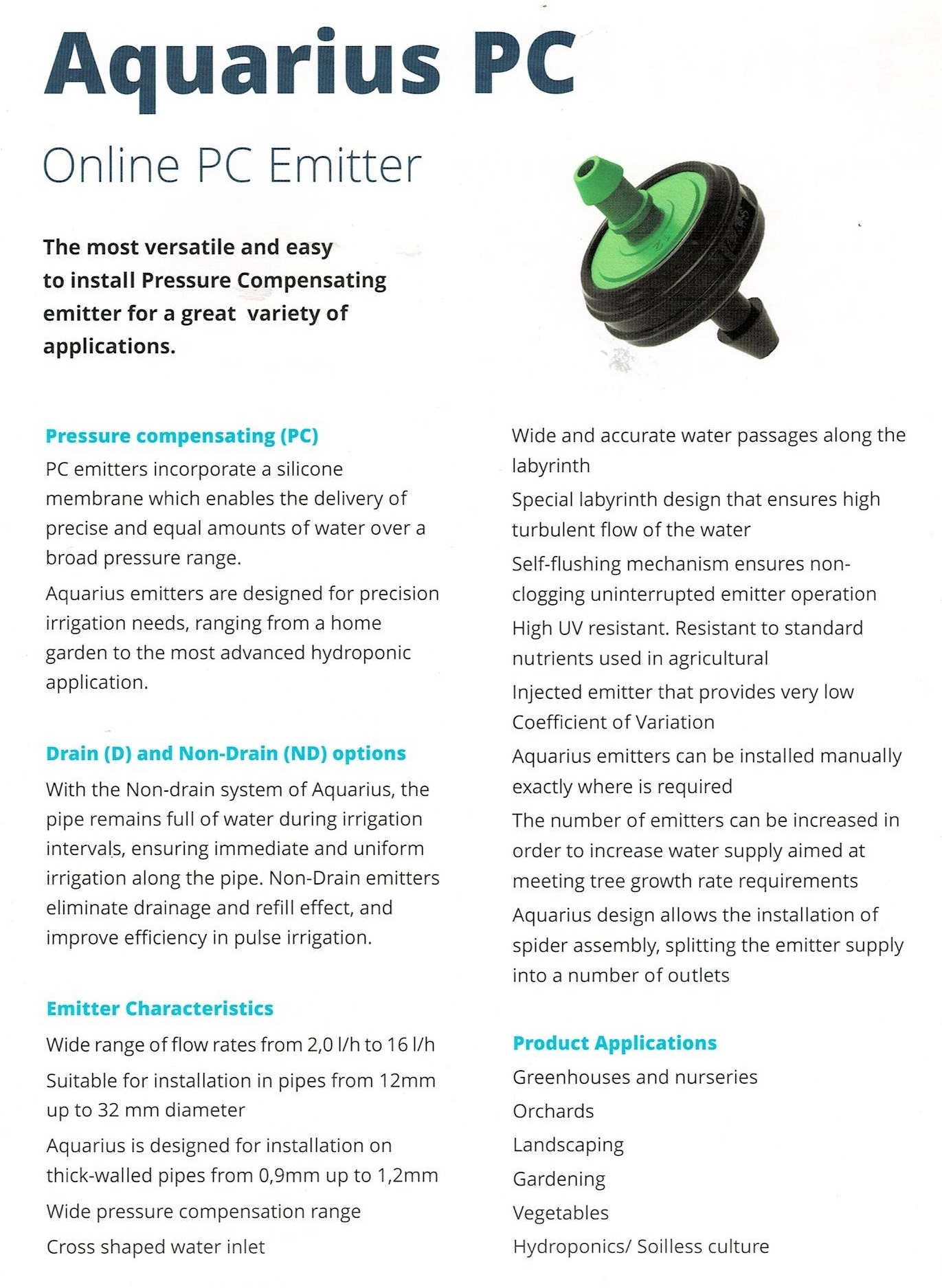
Online Pc Emitter Aquarius
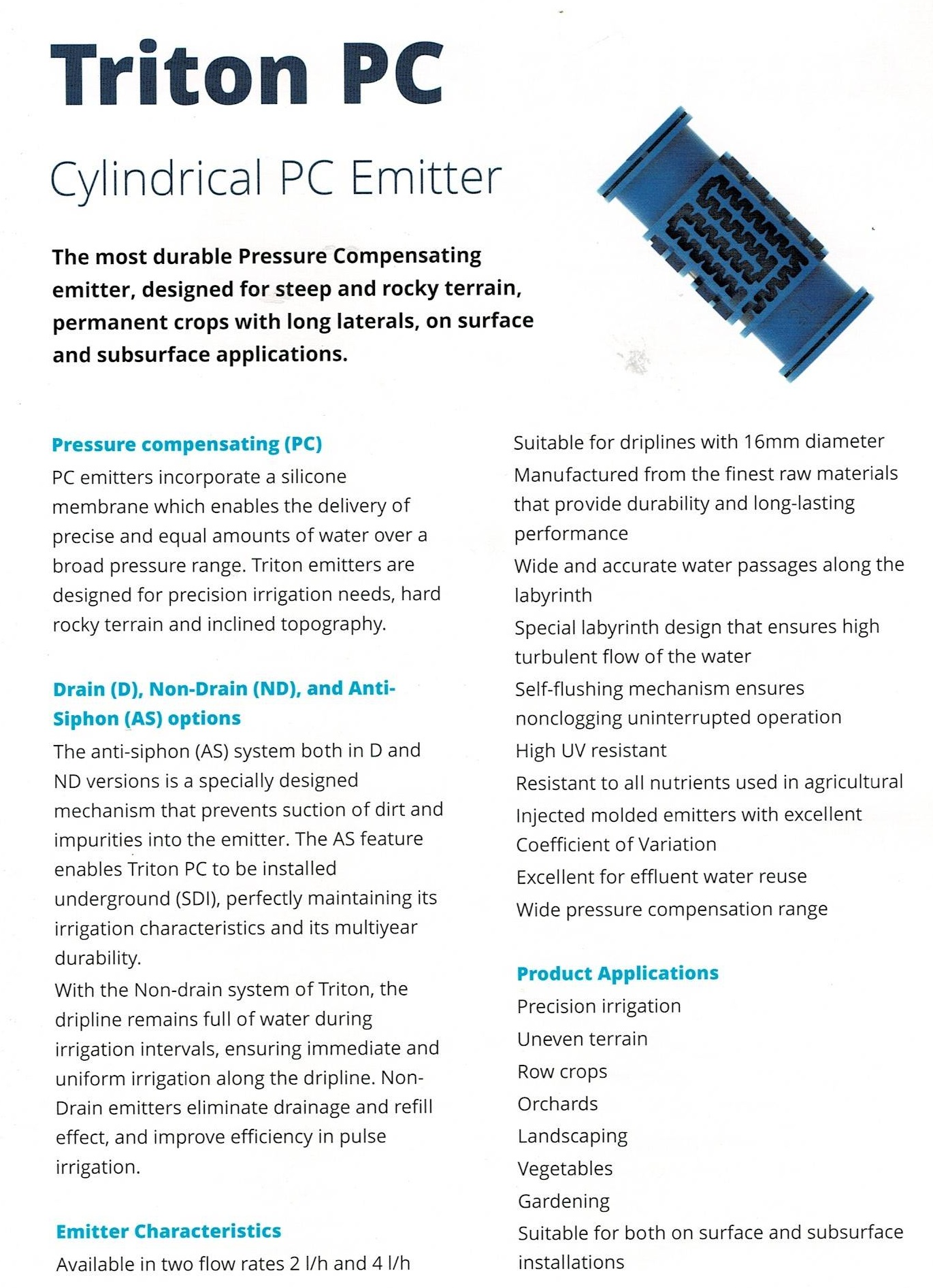
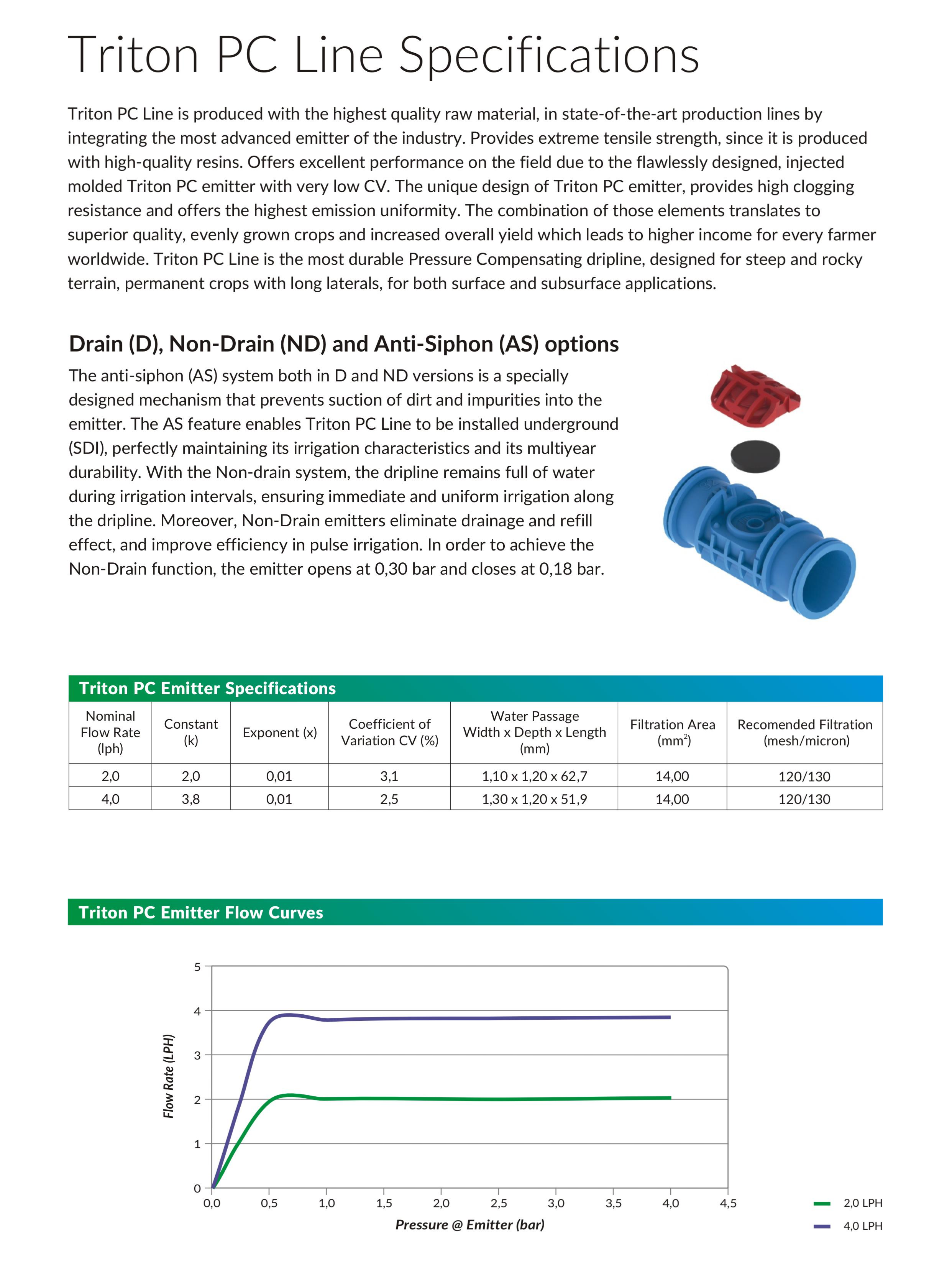
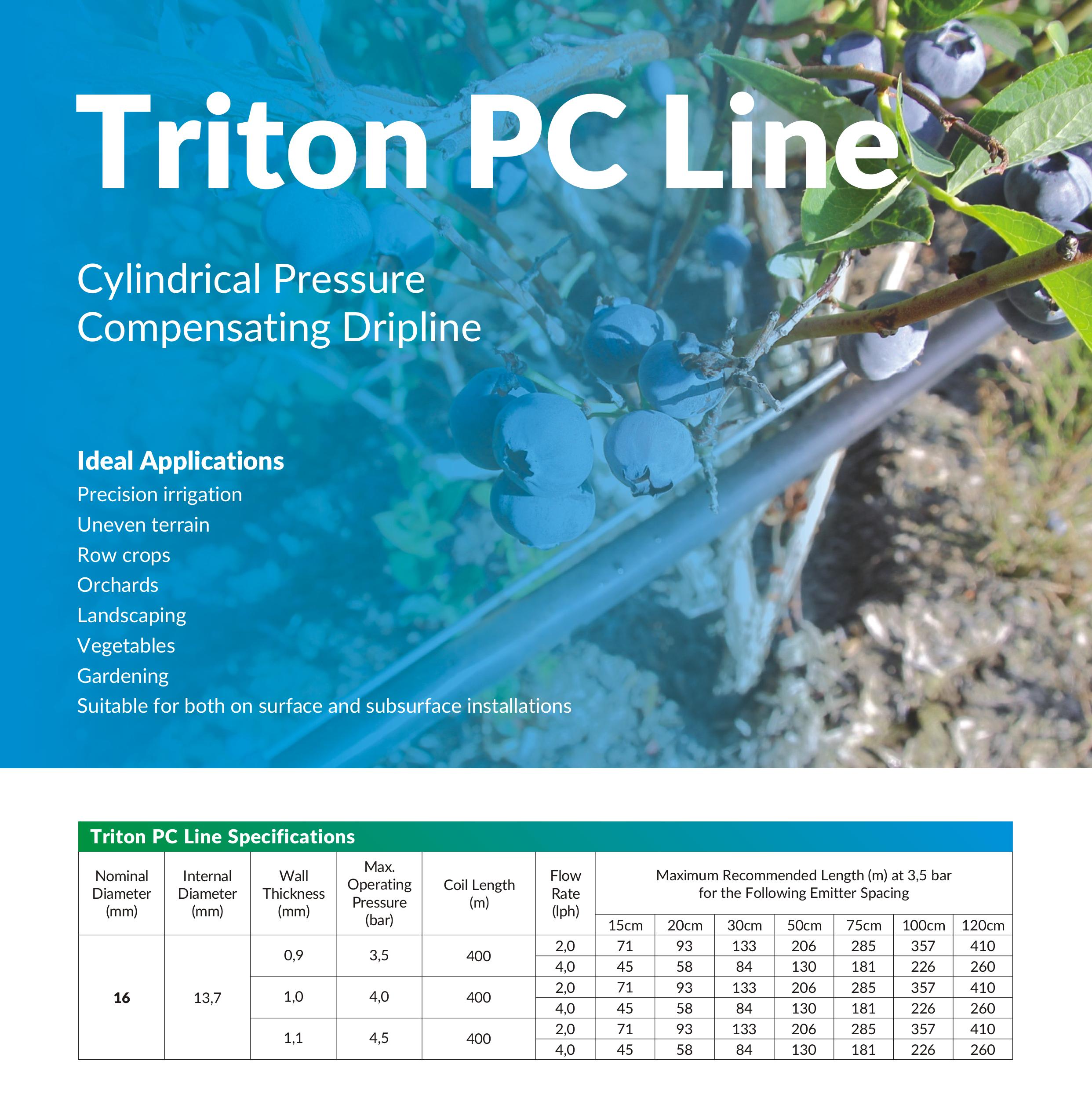
Inline Round Pc Emitter Triton
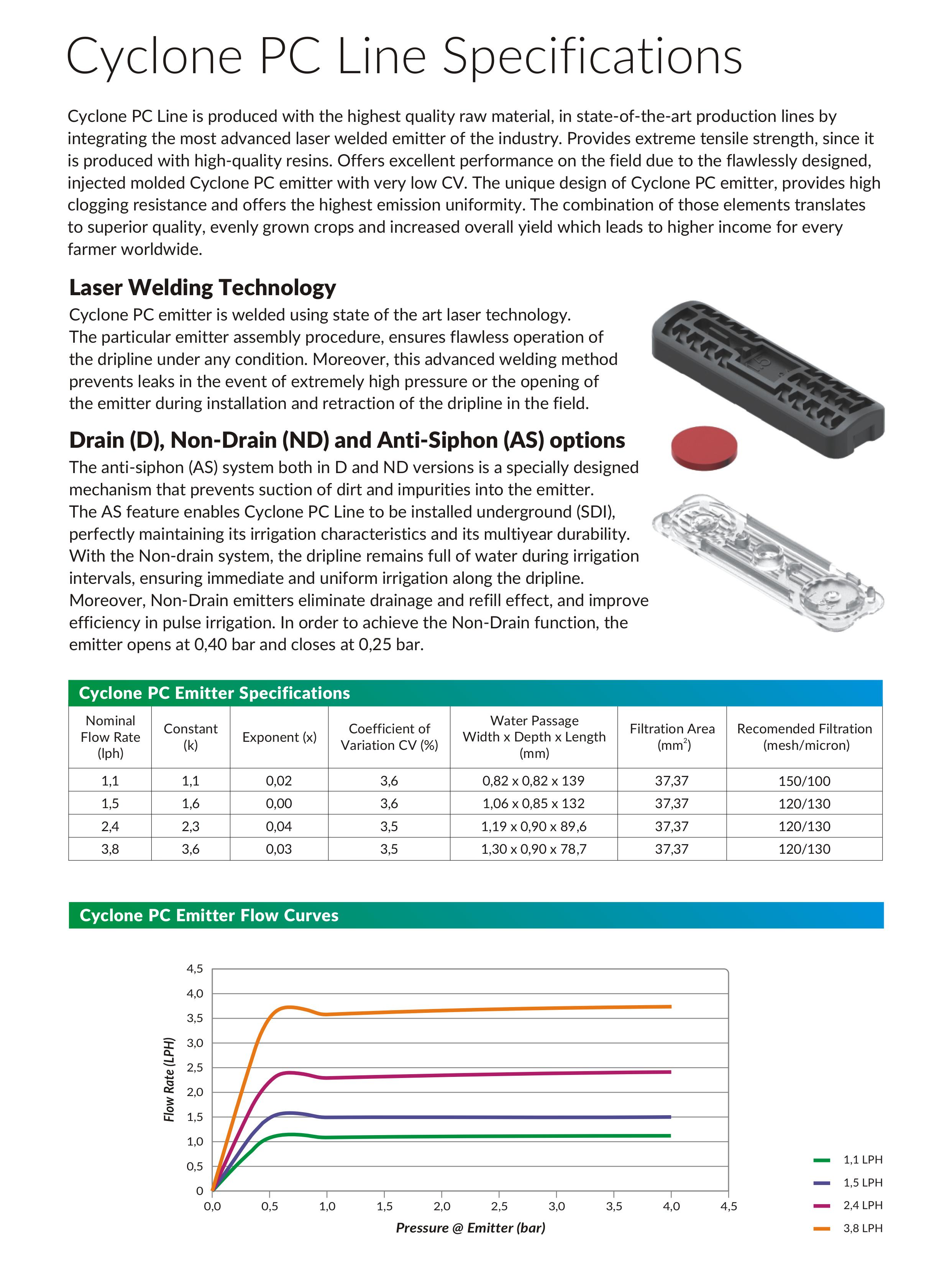
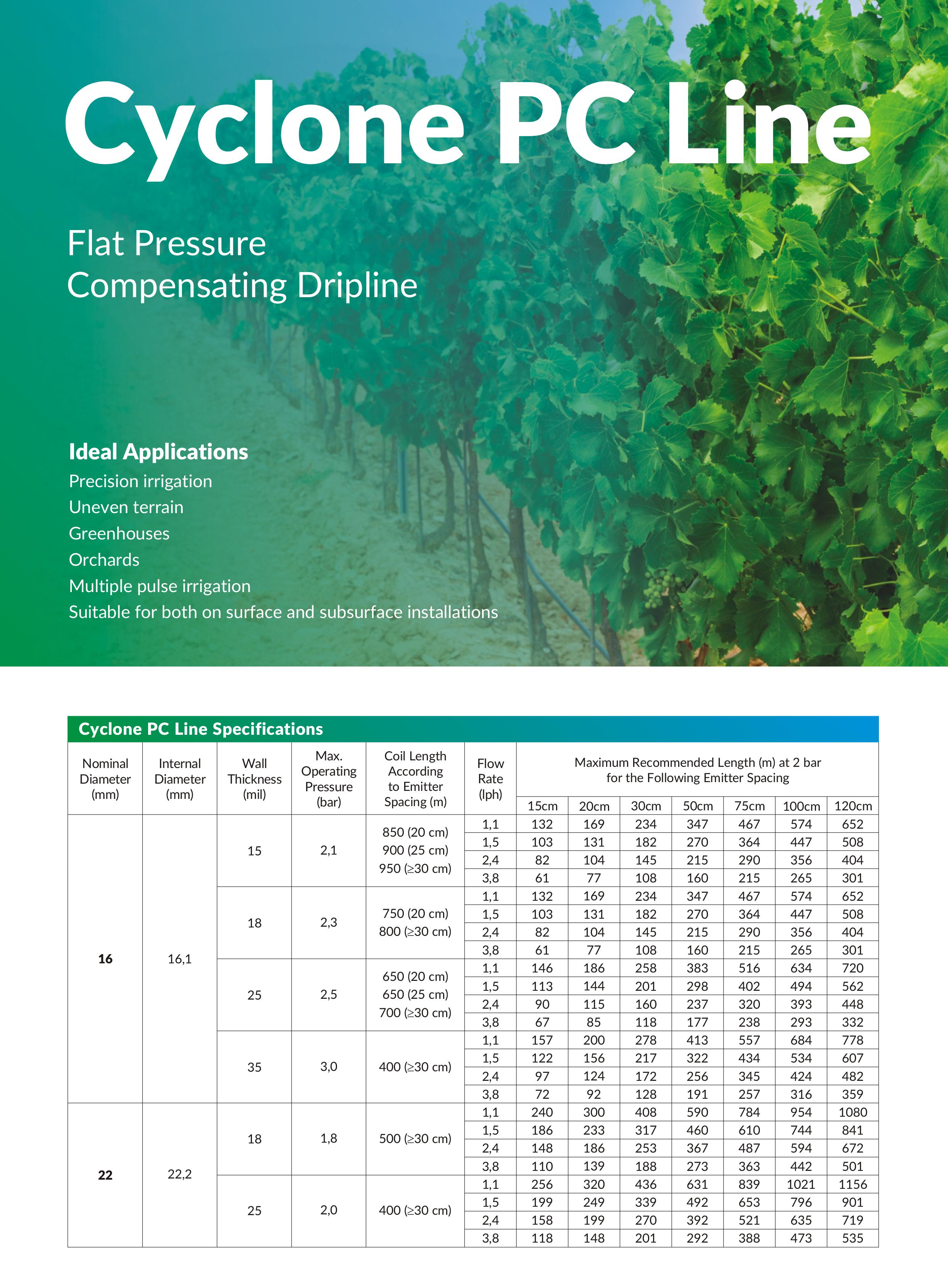
Inline Flat Pc Emitter Cyclone

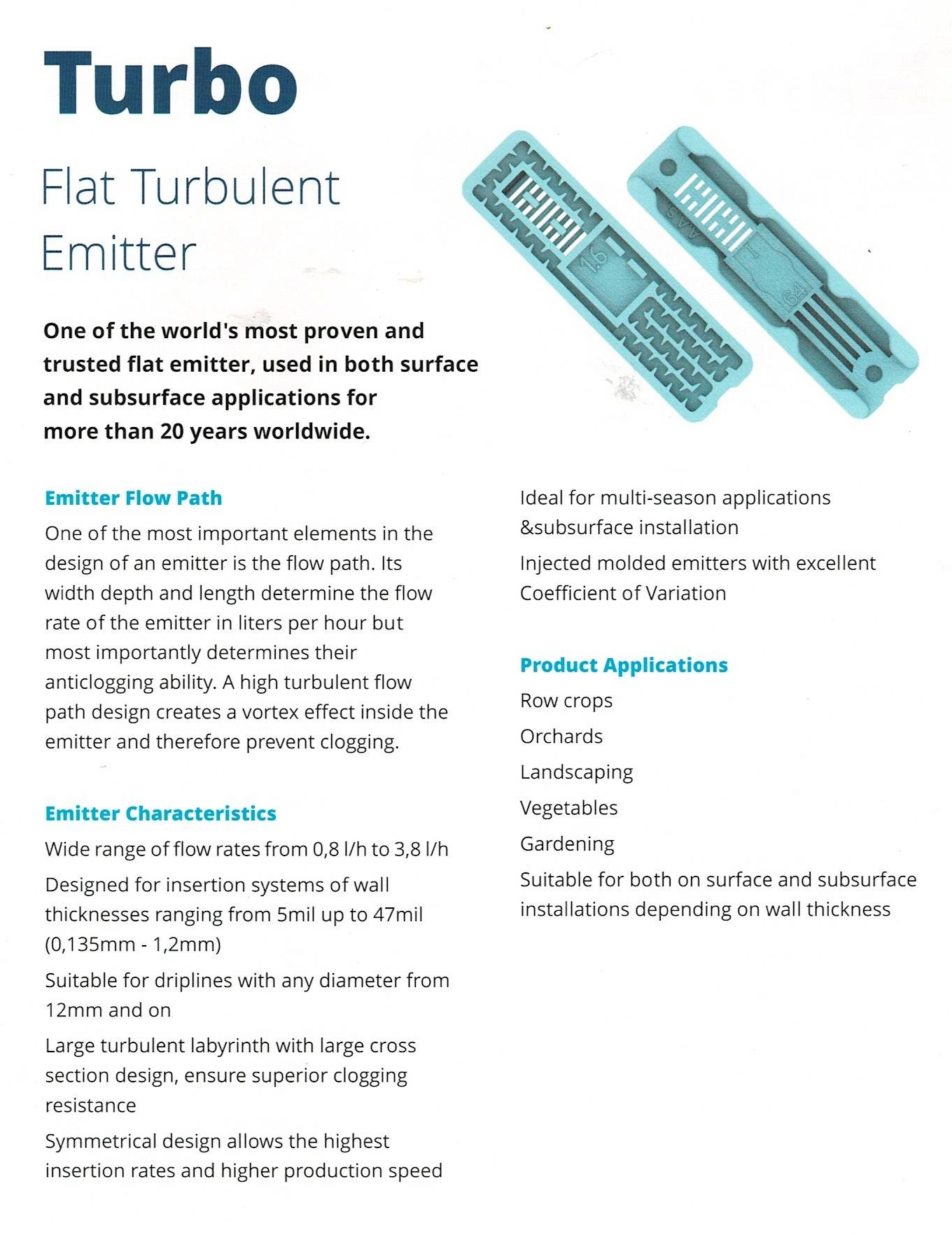
Flat Emitter Turboflat
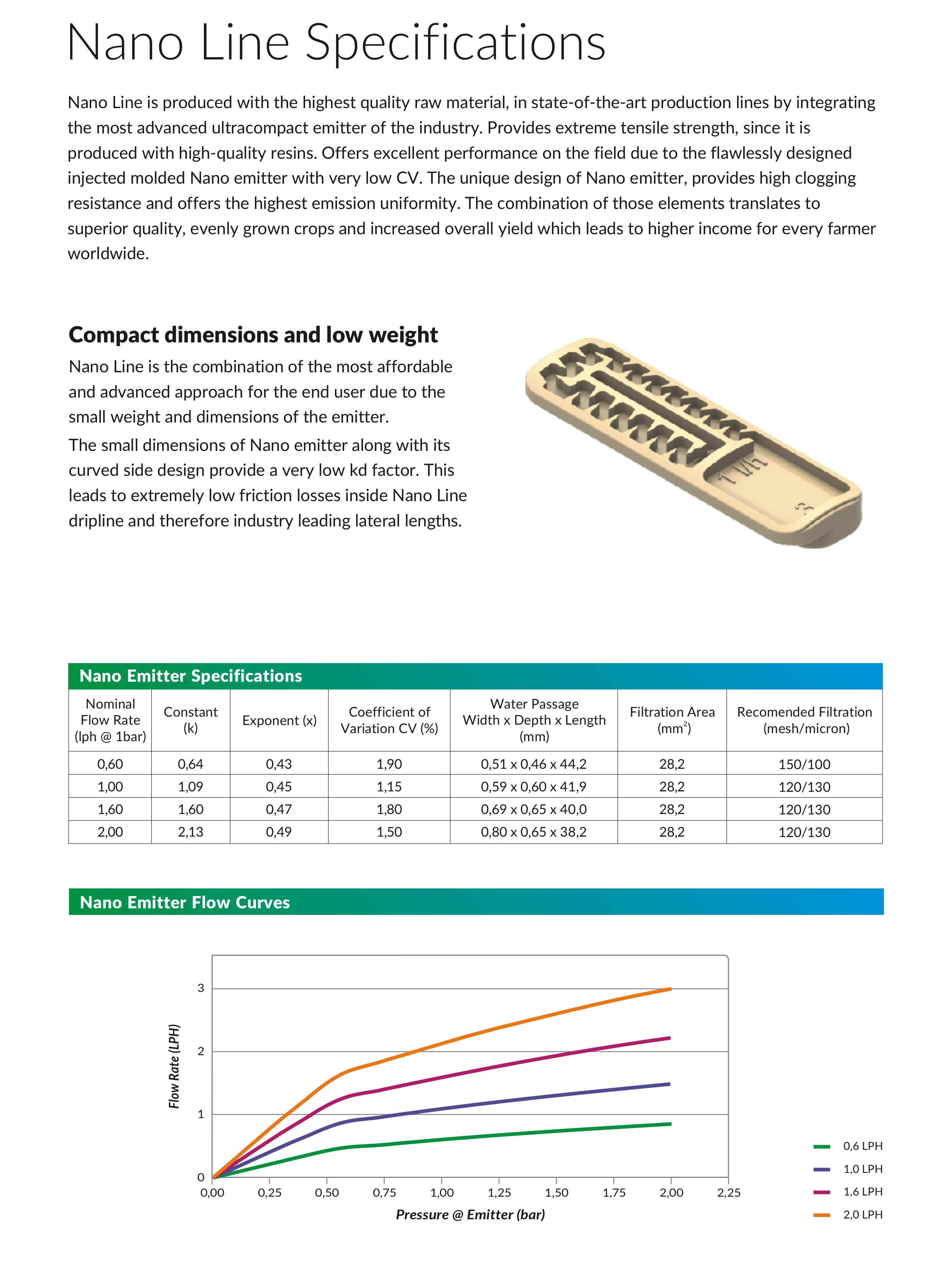
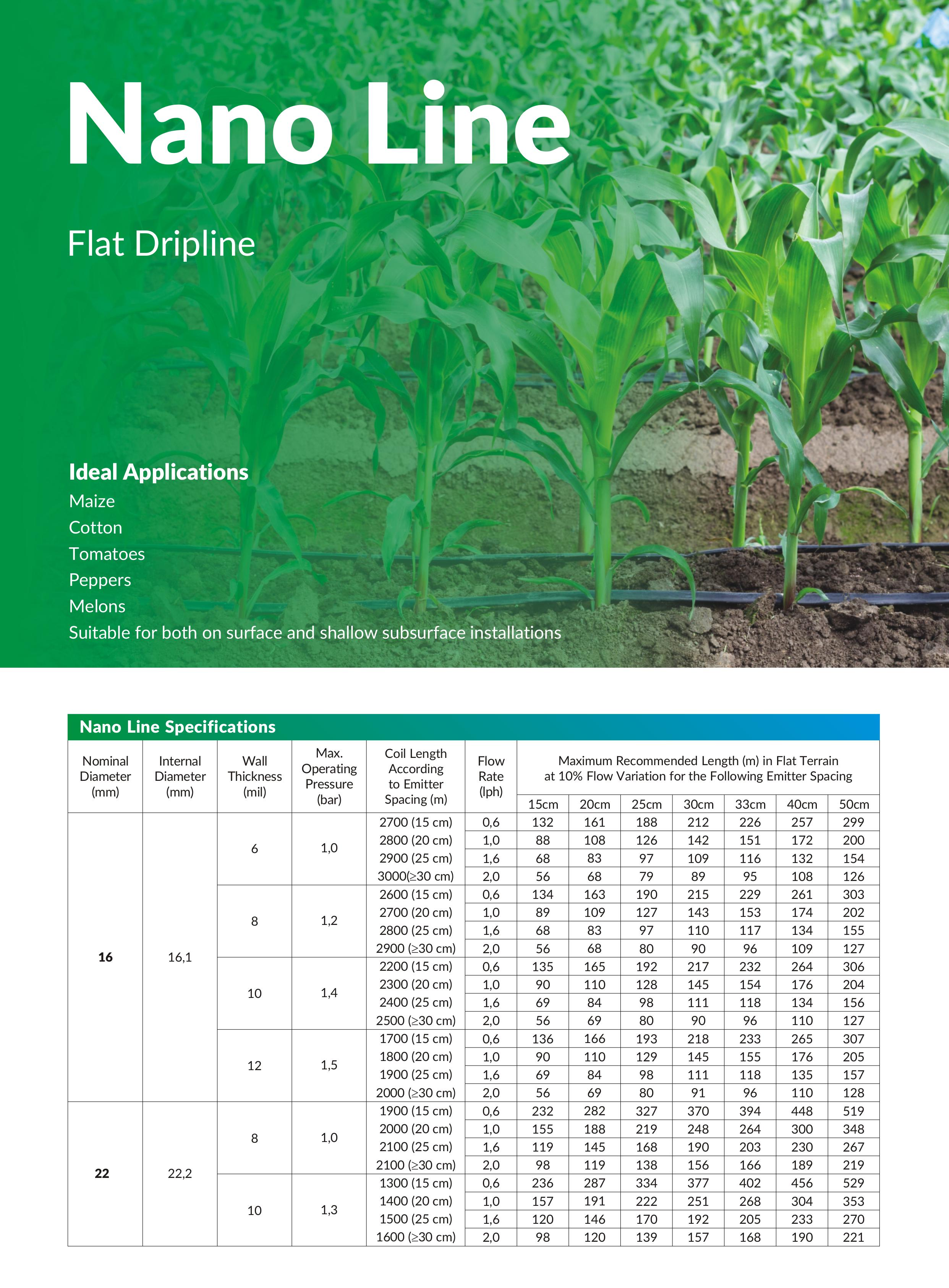
Flat Nano Emitter

Driplines Of Triton
Cyclone Driplines
Non ISI Dripline Nano

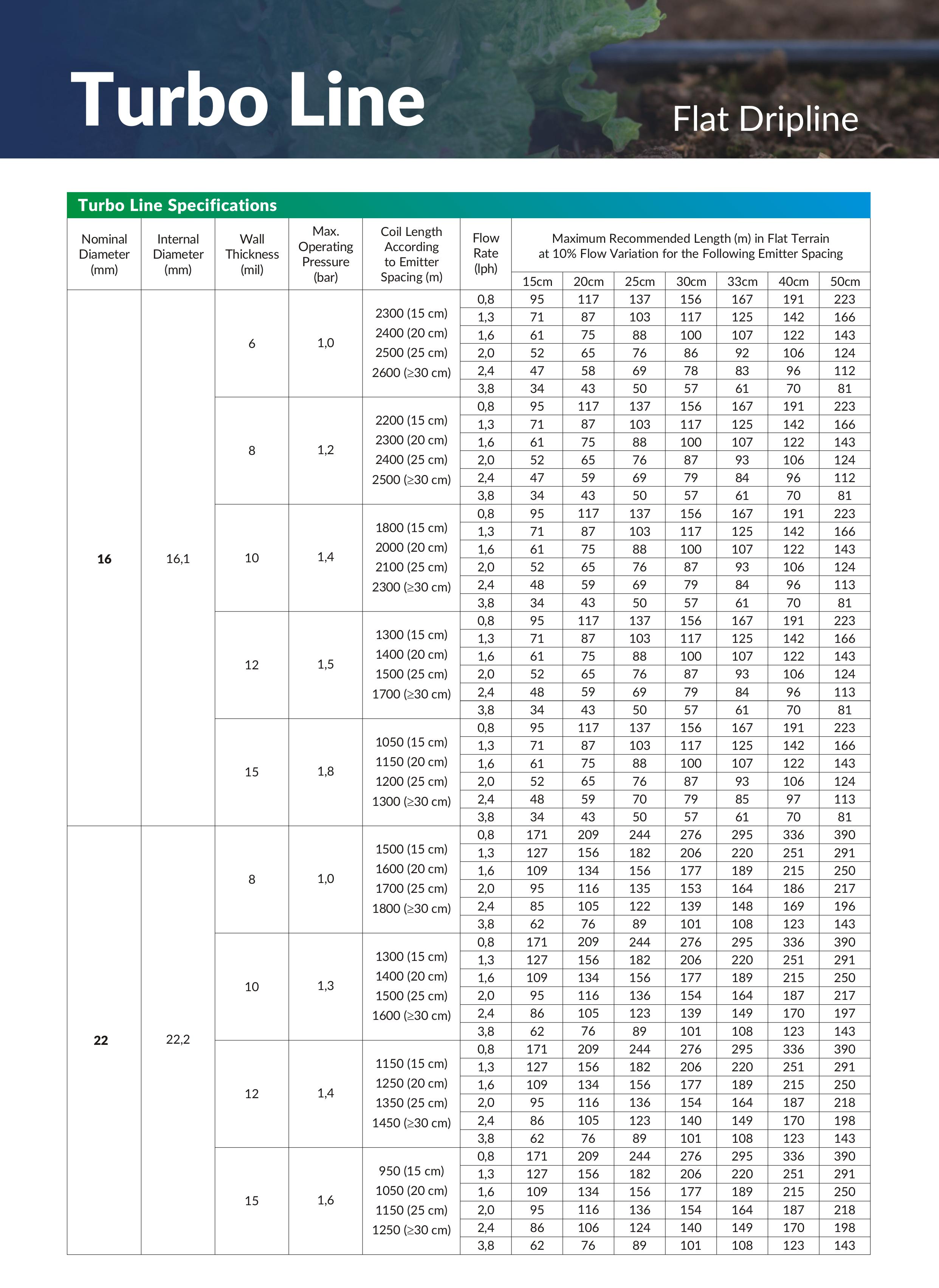
Turbo Flat Dripline